



-
FlashPrint 5
- 投稿日:2024.6.17
- 更新日:2026.2.18
【FlashPrint 5】軟質フィラメントを使用する
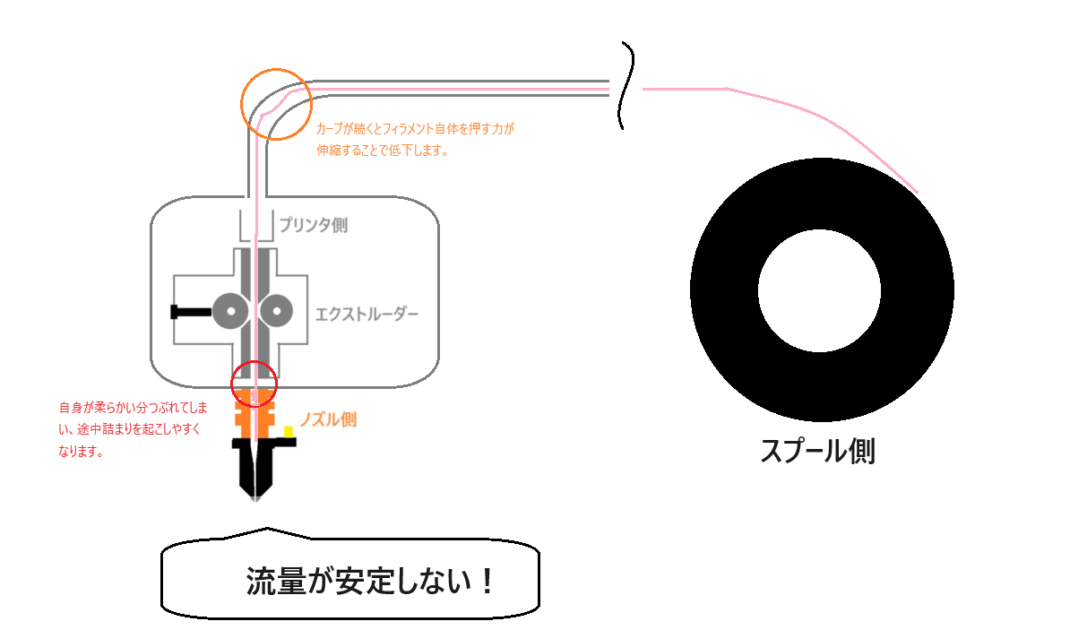
TPUやTPE等軟質フィラメントを使用する際は通常よりも出力難易度が高く調整が必要になります。
ノズル詰まりや押出不良を事前に防ぐという意味でも重要です。
ノズルの径を変更
左下のアイコンより機種を選択して変更します。※機種を間違えると送り出し距離が合わず押出不良になります。
ノズルの径を変更する場合は、「ノズル径」から変更を行ってください。
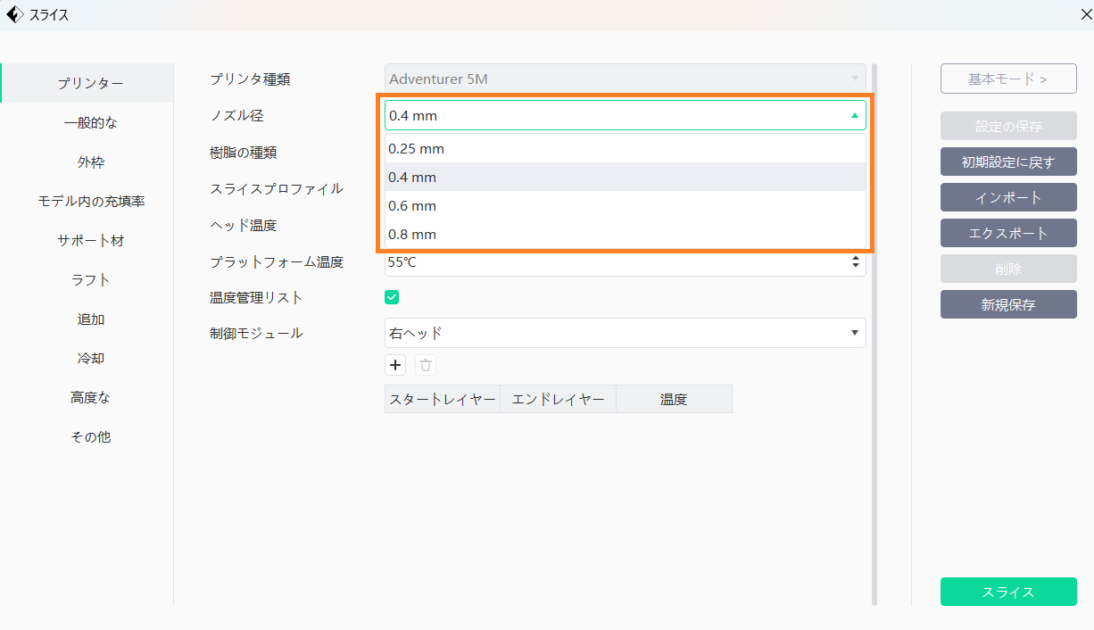
本体のノズルを0.6mm以上の径に交換し、「ノズル径」から使用するノズルの径をセットしている径に変更します。
もしなければ弊社通販サイトよりお買い求めください。0.8mm径をお勧めいたします。
プロファイルを選択
樹脂の種類をTPUへ変更します。無ければ新たに設定を作成します。
基本的には印刷速度を落としつつ流量を増やす事を主軸に調整を行います。
・モードの変更
エキスパートモードへ変更を行います。
・ヘッド温度とプラットフォーム温度の変更
フィラメント物性表よりプリント温度を設定します。
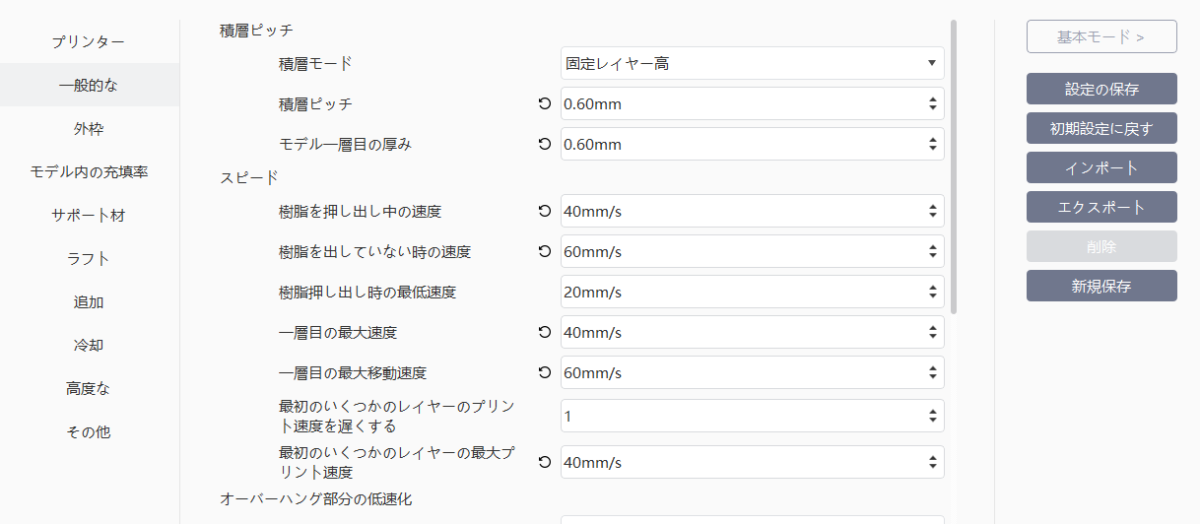
・プリント速度の変更
印刷中の速度を40mm/sへ変更します。崩れるようであれば20mm/sへさらに下げます。
・糸引きの改善
壁の追加やワイピングタワーの追加を行ってください。
・押出率のアップ
押出率を110%まで上げて糸引きがひどければ5%刻みで下げていきます。
線がデコボコで安定しなければ5%刻みで上げていきます。



ノズルの清掃
印刷が終わり次第必ずノズルを清掃してください。
ノズル内に他種のフィラメントが混じると押出時にガラス転移温度の差でノズル詰まりを起こす可能性があります。