



- 3Dプリンター
- 2015.6.26
DreamerとCreatoroProの反り解決と水平だしのコツ
パーソナル3Dプリンターの反り問題とそれの解決策について書いています。
一層目の樹脂層が剥がれてしまって造型に失敗したり、一層目が全くプラットフォーム上に定着しなったりするのは、水平だしがうまくいかなかったと思われる方が沢山いると思います。
(プラットフォームの水平だしが悪くて、プリントに失敗するケースもあると思いますが、水平だしがうまくいったけど、樹脂のくっ付きが悪い場合は、他になんらかの原因があるはずです。)
それでは、反りの解決ノウハウと一層目のプリントコツをお伝えしますので、ぜひ一度お試し頂きたいと思います。
テストは3DプリンターDreamerで行ないます。CreatorProの場合でも同じ手順になります。
①最初の水平だし作業
本体が届いたらまずは水平だし作業を行ないます。
3DプリンターDreamerだと本体タッチパネルのツールから水平だしアイコンをタッチして、実行します。


エクストルーダーはプラットフォームの上で移動して手前、左奥、右奥、中央全部で4回止まります。
エクストルーダーが止まる際に付属の水平だしカードまたは幅10センチほどでカットされたA4サイズ紙をヘッドとプラットフォームの間に挟んで、多少の抵抗が感じるまで、プラットフォーム下のちょうネジを回して、調整します。
(FLASHFORGE JAPANは商品を発送する際に水平だし作業を行なっておりますが、念のためにもう一度水平を取りましょう。)
②水平だし作業が正常にできてから、次はプリントコツに入ります。
3Dプリンター専用ソフトFlashPrintを立ち上げます。
実際のオブジェクトをプリントする前にサンプルデーターで3Dプリンター本体の調整を行ないます。
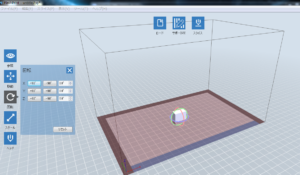
ソフト左上のメニュー:ファイルからサンプルデーターの20mmBox.STLを選択してロードします。

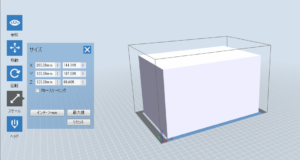
回転アイコンでモデルをX軸に90度回転させ、移動アイコンでプラットフォームにセットします。その後、アイコンスケールでモデルを高さ120mm、幅200mm、奥行130mmに変更します。(均一スケーリングのチェックを外して操作します)
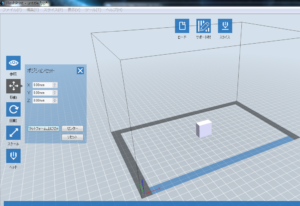
拡大したモデルをスライスします(解像度で標準を選択すると、第一層目のレイヤーは0.3mmに設定します。)
スライス後のGコードを3DプリンターDreamerに転送して実際のプリントを開始します。

一層目のレイヤーが0.3mmとなっておりますが、このままプリントするとヘッドから押し出された樹脂がプラットフォームとの定着する面積が少ないため、樹脂の反りが発生しやすいです。
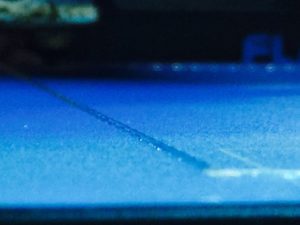
そのため、テストプリントを開始し、最初のフィラメントラインが出ている時に、ヘッドがプラットフォームにフィラメントをこすりつける様に薄くラインが引かれるよう、プラットフォーム下の3つのちょうネジで高さ調整します。これにより、プラットフォームにしっかりフィラメントが付着し、反りを防ぎます。高さ調整が出来たら、一度プリントを止め、再度プリントして下さい。反りが殆ど無くプリントされます。
画像(左)をご参考ください。(こすり付けると設定の0.3mmの一層目の樹脂層が0.1mm程薄くなります。)

テストモデルの一層目をプリントするのにじゅうぶんか時間があるので、プラットフォーム全体の調整が完了したら、今度はテスト印刷を中止して、本番の造型をスタートします。
FLASHFORGE JAPAN