



-
FlashDLPrint
- 投稿日:2024.6.19
- 更新日:2024.11.12
【FlashDLPrint】光造形の造形失敗について
光造形におけるよくある造形失敗について
膨張及び穴埋まり
露光時間を下げてください。穴に関してはできる限りプラットフォームに対して垂直かつひし形をお勧めいたします。
サポートの高さを上げてプラットフォームからモデルを離す事や露光後の時間を延ばすことで改善します。
樹脂の色によって効果時間が変化致しますのでご注意ください。※クリアカラーはUVを大きく透過するため、膨張を起こしやすいです。特に透明を使用する際は露光時間を普段の半分にしてください。
また、穴が0.5mm程になると樹脂によっては埋まってしまう可能性があります。
溝に関しては四角やV字よりもU字の溝をお勧めいたします。
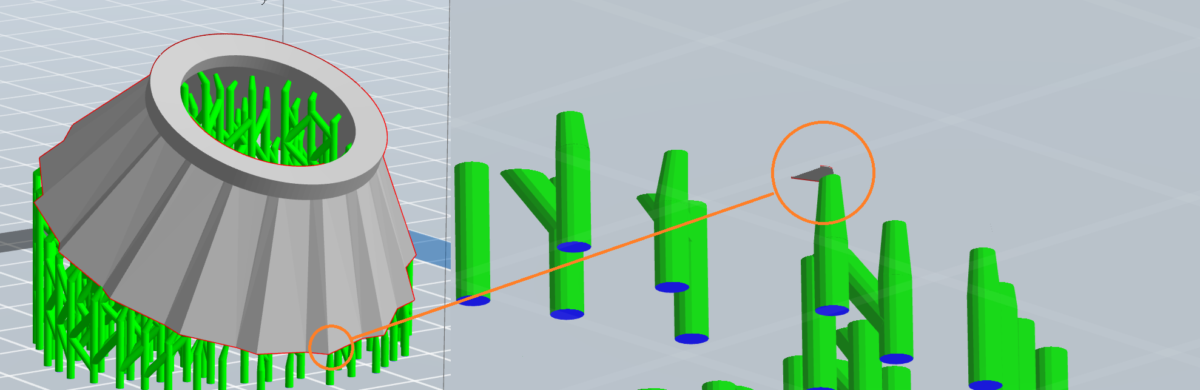
サポート材との融合
生えたサポートがモデルを貫通していないか確認してください。貫通していれば編集で貫通している部分を削除してください。
また、サポート先端径と先端の入り込み具合を調整してください。
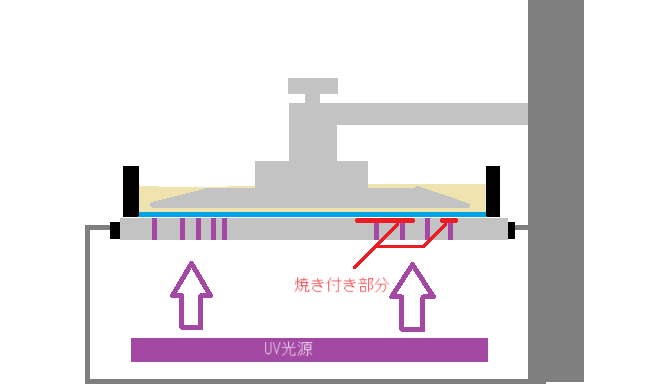
穴あき
モデルの厚みが0.5~1mm以下、レジンの残量不足によって発生します。
モデルの厚み増しの他、レジンの流動性が損なわれる低温環境下で使用することでも発生します。
また、LCDの焼き付きによる黒点部分はUV光を透過しないため穴が開いてしまいます。
・露光時間が長すぎたことによる過熱
・タンク内に残渣物がある状態でリフトダウンして圧力が加わった
・シャッタースクリーンの寿命(500時間程)を超えると焼き付きが発生してきます。
造形物の落下
モデルの重量に対してサポート量や先端径とめり込み具合が足りていない可能性があります。
初期レイヤー層の露光時間の増加やリフトスピードを下げることで改善されることがあります。
重量が重い場合は1.5~2mm厚での中空化をお勧めいたします。
サポート材のみ出力される。
モデルの開始地点がしっかりと定着していないか空中に浮いている可能性があります。
スライスデータを確認してモデルの1層目の開始地点がサポート上に載っているか確認してください。
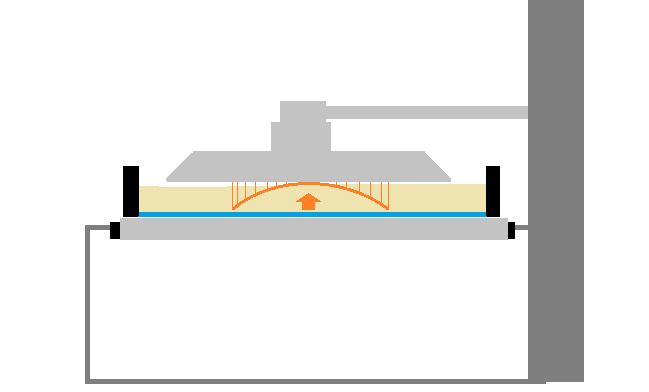
造形物にひびが入る、積層がずれる。
リフトスピードを落とす、カップ形状になっている部分にドレインホールや分割を施して形状を回避します。
LCDに向かってお椀の形状の開口部が向いていると吸盤のように自身を吸いつけてしまいます。
また、樹脂の保温を行うことで流動性が改善して積層ズレが改善される場合があります。
不要な固形物が付着している
前回印刷時の破片やモデルデータに含まれるアイランド(結合されていないパーツ)の破片が存在している可能性があります。
モデル作成時は必ず分離し、レジンタンクは定期的にフィルターをつかってレジンを漉し取ってください。
表面のざらつき、荒れ
樹脂の劣化や洗浄不十分な可能性があります。
出力後はIPAやアルコール等で超音波洗浄機を用いながら洗浄を行ってください。
また、連続使用を行ったレジンや長期間放置したレジンに関しましては一度交換をお勧めいたします。