-
Orca-Flashforge
- 投稿日:2025.4.4
- 更新日:2025.4.7
【Orca-Flashforge】糸引きが多い
糸引きを改善する場合は以下を実施してください。
根本的な解決方法としてはフィラメントの加熱乾燥が必要となります。
Orca-Flashforge 印刷中パチパチ音が鳴っている
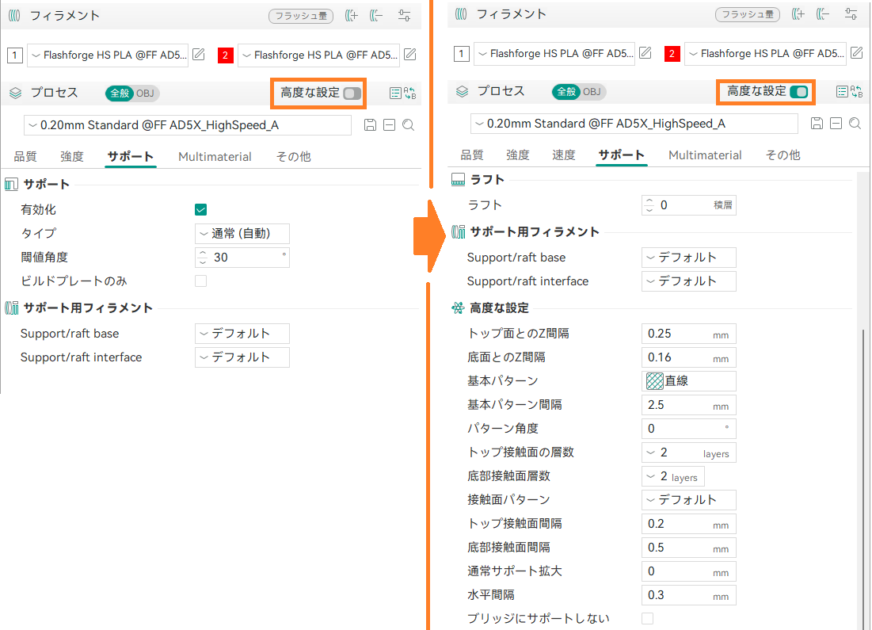
高度な設定の項目を表示する
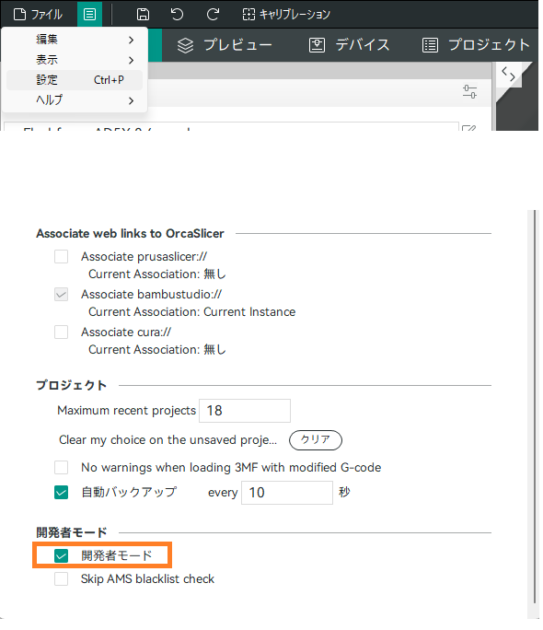
左上四角に三本線のアイコンから設定を開き、下端部にある開発者モードをONにするかプロセス横の高度な設定をONにします。開発者モードをONにすると高度な設定が灰色になる代わりに強制的に高度な設定がONとなります。
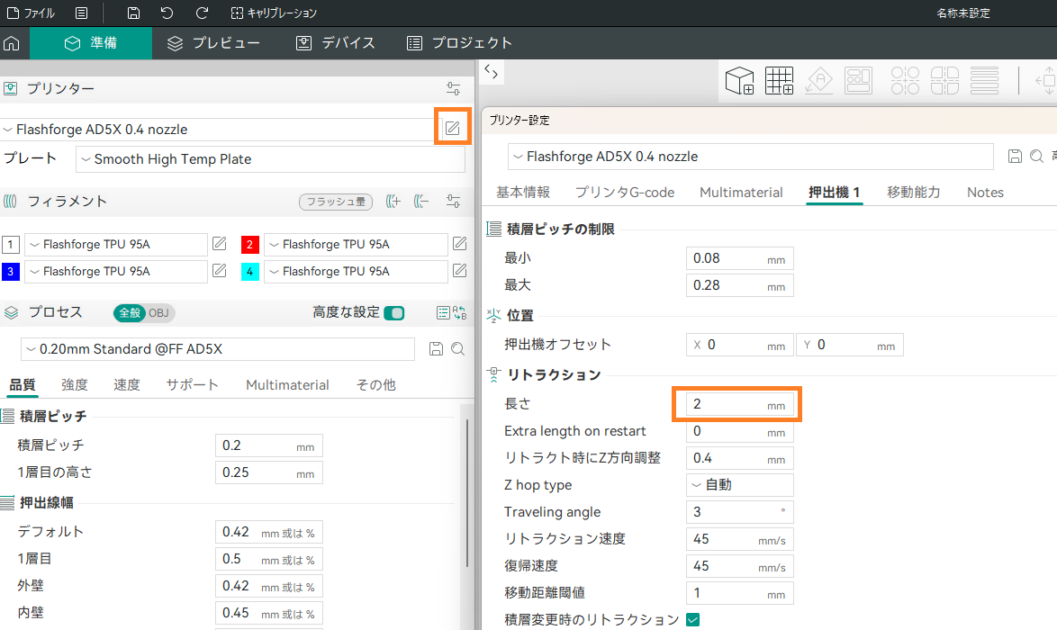
リトラクション距離を調整する
準備>プリンター>プリンターのメモ帳マーク>プリンター設定のリトラクションの長さを増やすことで糸引きを低減できます。ただし、引き戻しすぎると吐出不良やノズル詰まりを誘発させます。
・より適切なリトラクション距離を探す
Orca-Flashforge スライサーによるキャリブレーションについてのリトラクションテストを実施する事で現在使用中の設定かつフィラメントで最適なリトラクション距離を確認することが出来ます。
温度を調整するを調整する
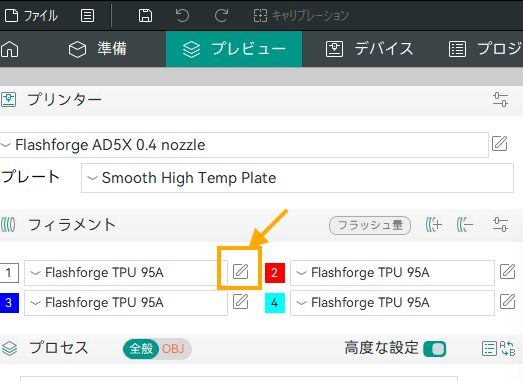
準備>フィラメントから、メモ帳マークをクリックする事でフィラメント設定が開きます
フィラメント>造形温度>ノズル>一層目と他の層の温度を現在より低く設定する事で過剰に樹脂が溶解するのを防止します。※1層目はより定着度を上げるために5~10度高くなっている場合があります。

・より適切なノズル温度を探す
Orca-Flashforge スライサーによるキャリブレーションについての温度テストを実施する事で現在のフィラメントに最適な印刷速度を検証することが出来ます。
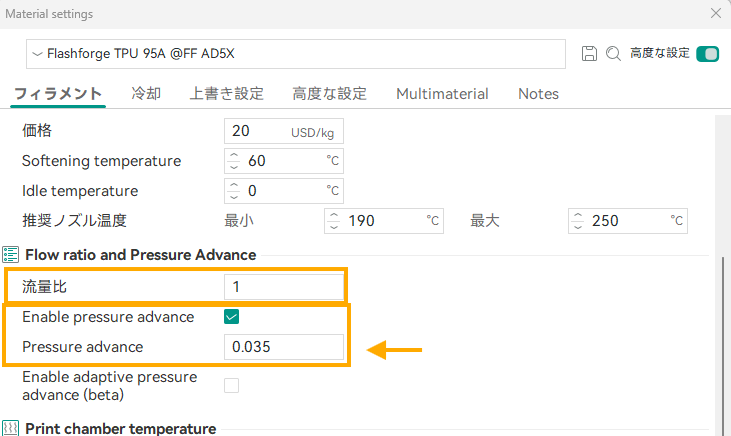
押出し量の調整
押し出されるフィラメントの量と押出し圧力を減らすことで糸引きを防止します。
流量比(1が100%)を0.98や0.95へ下げることで吐出量を下げ、Pressure advanceをの補正値を増減させることで吐出量が下がっても十分に供給が出来るよう調整します。
また、Enable adaptive pressure advance(beta)等の設定内容についてはフィラメントの設定項目についての下端の表をご確認ください。
・より適切な流量比とPressure advanceを探す
Orca-Flashforge スライサーによるキャリブレーションについてのFlow rateのPass 1とPass2の二段階のテストで流量比は確認が可能で、Pressure advanceでPressure advanceの補正値をテストできます。
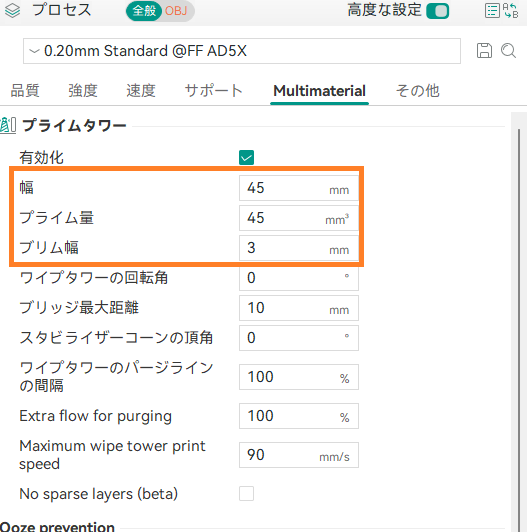
複数色を使用している場合はMultimaterialの設定を調整する
プライムタワーで廃棄する量を増やす事で余分な樹脂を事前に吐き出すことが出来ます。
フィラメントのフラッシュ量設定のマルチプライヤ(廃棄する基準量に対しての倍率、2とすれば2倍廃棄)を多くする。
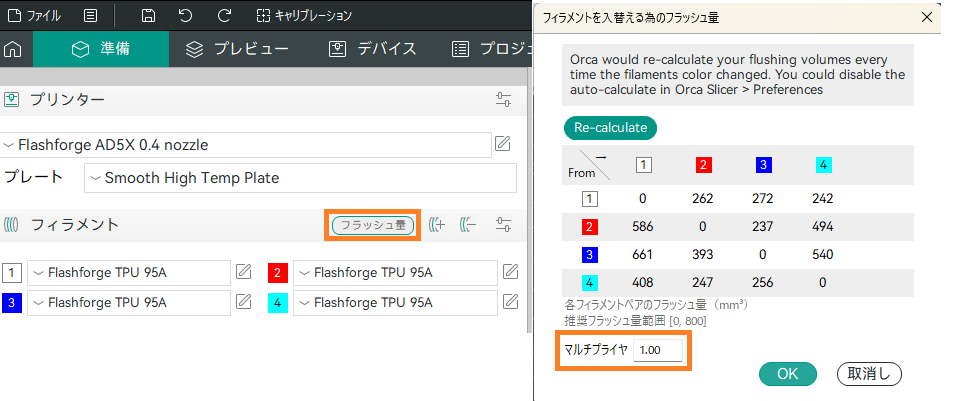
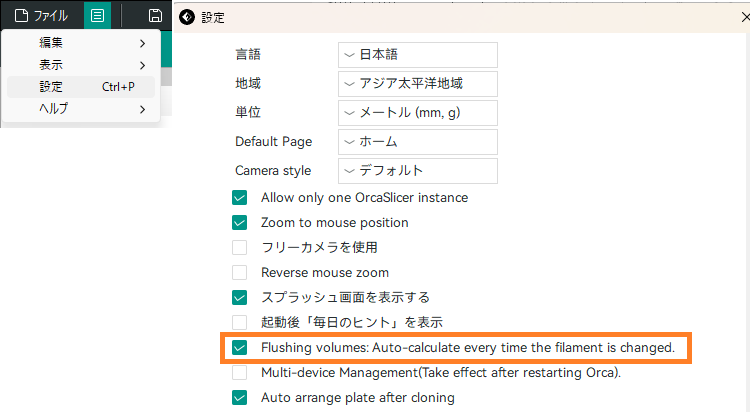
フラッシュ量(フィラメント切り替え時のフィラメント廃棄量)を自動計算しない場合は四角枠に3本線のアイコンから設定を選び、Flushing volumes:Auto-calculate every time the filament is changed.のチェックを外すことで自動計算されなくなります。