-
3Dプリンター
- 公開日:2022.4.5
- 更新日:2022.4.5
3Dプリンターに必要なメンテナンスについて解説

3Dプリンターは精密機器であるため、精度の高い造形物を作り続けるには、定期的なメンテナンスが必要です。もしメンテナンスを怠ると、正しく造形できないだけでなく、機械の故障に繫がる恐れもあります。
そこで今回の記事では、3Dプリンターに必要なメンテナンスの見るべきポイントや注意すべきポイントについて解説します。3Dプリンターのメンテナンス方法に悩まれている方や、これから導入を考えている方は、ぜひ参考にしてみてください。
ページコンテンツ
3Dプリンターに必要なメンテナンス一覧
3Dプリンターのメンテナンスにおいて、主に見ておくべきポイントや注意するべきポイントは以下の要素が挙げられます。
- ノズルとプラットフォームの距離調節(熱溶解積層方式)
- ノズルの清掃(熱溶解積層方式)
- エクストルーダーの清掃(熱溶解積層方式)
- レジントレイの清掃(光造形方式)
- フィルムの交換(光造形方式)
- シャフトのグリスアップ
- フィラメントについて注意点
各内容について、ここから詳しく見てみましょう。
ノズルとプラットフォームの距離調節(熱溶解積層方式)
熱溶解積層方式の3Dプリンターは、樹脂素材を射出するノズルと造形のスペースであるプラットフォームの距離が遠い、または近い状態だと正しく造形が行えません。そのため適切な距離に調節(校正)する必要があります。
ここでは、参考としてFLASHFORGEの3Dプリンター「Adventurer3」の校正手順についてご紹介します。
- 本体メニューより[校正]を選択。
- コピー用紙を2つ折りにしてノズルとプラットフォームの間に挟む。
- タッチパネルを操作してノズルの位置を下げる。
- 挟んだコピー用紙をスライドさせて、若干の抵抗を感じるくらいになれば[完了]を押す。
最適な距離に調節できているかの確認については、一層目に射出されるフィラメントの状態を確認します。
校正距離が近い場合は、フィラメントが以下のような平らな線になります。この状態で印刷を続けると、造形物をノズルが削り込んでしまい、印刷不良やフィラメントの逆流によるノズル詰まりを起こしてしまいます。
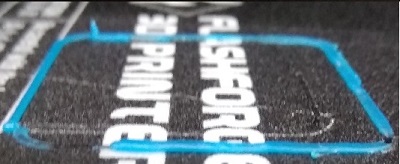
校正距離が遠い場合は、以下のようにフィラメントが波線状、またはプラットフォームに付着せずに絡まったような状態になります。この状態で印刷を続けると、ラフトの剥がれや、上面レイヤが剥離してノズルと接触してしまい、印刷不良を起こしやすくなります。

ノズルとプラットフォームの最適な距離の状態は、以下のように少しの膨らみと、厚みがある線になるので参考にしてみてください。

ノズルの清掃(熱溶解積層方式)
ノズルからフィラメントの射出が正しく行われていない場合、内部にフィラメントが詰まっている可能性があるため、清掃を行ってください。
ノズルの清掃手順については以下の通りです。
- ヘッドに挿入してあるガイドチューブを外してから、ノズルを250℃程度まで加熱する。
- 加熱後、細い針金や専用のピンツールを用いて、樹脂の吸入口へ繰り返し挿入する。
- 内部に残ったフィラメントを押し出す。
「Adventurer3」のノズル清掃については、以下の動画も参考にしてみてください。
【公式】Adventurer3 ノズル詰まり解消方法 & ノズル交換方法 / FLASHFORGE JAPAN
エクストルーダーの清掃(熱溶解積層方式)
熱溶解積層方式に搭載されたエクストルーダー(樹脂を送り込む装置)は、フィラメントの削り粉やホコリなどが溜まってしまうと、正常に樹脂が送り出せず、印刷不良となる場合があります。
そのため、エクストルーダーのギアホイールは、分解してエアダスターや小さなブラシなどで適度に清掃を行いましょう。清掃後は、ギアホイールを固定しているネジをしっかりと締めるようにしてください。

レジントレイの清掃(光造形方式)
光造形方式の3Dプリンターに搭載されたレジントレイは、内部にゴミがある場合や、硬化した材料が残っている場合、同じレジントレイに別の材料を使用する場合などに、清掃を行う必要があります。
ここでは、FLASHFORGEの3Dプリンター「Hunter」のレジントレイ清掃手順についてご紹介します。レジンは素手で触ると危険なので、必ずゴム手袋を装着してから清掃を行ってください。
- 3Dプリンター本体からレジントレイを取り外す。
- 無水エタノールとブラシを使い、トレイ内部を洗浄する。
- 洗浄した溶液を廃棄物容器に移す。
- 2と3を再度行う。
- キレイなペーパータオルにエタノールを軽く付けて、トレイ全体を拭き取る。
「Hunter」のレジントレイ清掃については、以下の動画も参考にしてみてください。
【公式】3Dプリンター「Hunter」レジントレイ清掃方法 / FLASHFORGE JAPAN
機器によって詳細な清掃方法が異なる場合があるので、所持している3Dプリンターのマニュアルに従って清掃を行ってください。また、清掃したレジンを未使用のレジンボトルに戻さないように注意しましょう。
フィルムの交換(光造形方式)
光造形方式の3Dプリンターは、レジントレイにFEPフィルムが搭載されています。正しく造形を行うためにも、フィルムに傷や変形があった場合や、交換目安の積層回数に達した場合はフィルムを交換するようにしてください。
ここでも「Hunter」の3Dプリンターを例に、フィルムの交換方法をご紹介します。
- 3Dプリンター本体から、レジントレイを固定しているコマを回して、レジントレイを取り外す。
- レジントレイに固定された六角穴付きボルトを、六角レンチを使って取り外す。
- レジントレイの裏面に固定された六角穴付き皿ボルトを、六角レンチを使って取り外す。
- レジントレイの各種プレートを分解し、メガネ拭きなどにエタノールを付けて清掃する。
- フィルムとシリコンパッドを取り外し、メガネ拭きなどにエタノールを付けて清掃する。
- シリコンパッドを装着し、新しいフィルムを貼り付ける。
- 各種プレートのネジ穴が合っているのを確認しながら、プレートおよびボルトを組み付ける。
- 3Dプリンター本体にレジントレイをセットする。
「Hunter」のフィルム交換方法については、以下の動画も参考にしてみてください。
【公式】3Dプリンター「Hunter」フィルム交換方法 / FLASHFORGE JAPAN
ここでご紹介している手順はあくまでも参考となります。実際にフィルムを交換する際は、各機種のマニュアルに従って作業しましょう。
シャフトのグリスアップ
シャフトとは、3Dプリンターに搭載された金属の棒である、X軸(左右方向)とZ軸(縦方向)の動作軸を指します。シャフトの動作が滑らかでないと、機械のトラブルの元となるので注意が必要です。
もしシャフトの動作時に、金属の擦れるような音がする場合や、動きがぎこちない場合は、グリス切れになっている可能性があります。このようなときは、シャフトの清掃を行ってから、機器に付属しているグリスや、市販のホワイトグリス・万能グリスを用いて、各軸に塗布してください。
フィラメントについて注意点
フィラメントは湿気に弱いため、開封後、使用していない間は密閉容器に保管してください。PLAやABS樹脂は湿気を吸いやすいので、乾燥剤を入れた容器の中で保管しましょう。
開封済みのフィラメントは、空気中の水分を吸収してしまうだけでなく、ホコリもつきやすいものです。適切に保管されていないフィラメントは劣化しやすく、糸引きや造形物の肌荒れなどの不具合を招きます。
もしフィラメントの保管に適した乾燥材をお求めの方は、FLASHFORGEのオンラインストアで取り扱いがありますので、ぜひチェックしてみてください。
また、フィラメントはなるべく3Dプリンターと同じメーカーのモノを使用してください。主に3Dプリンターは、同じメーカーのフィラメントの特性に基づいて設計されているものです。
他のブランドのフィラメントは使用できる場合があるものの、基本的に推奨はしていません。仮にヘッドの目詰まりや造形に不具合が発生したとしても、メーカーの保証対象外となる場合があるので注意してください。
3Dプリンターのトラブルやメンテナンスでよくある質問
ここまで3Dプリンターに必要なメンテナンスの箇所や注意点についてご紹介しました。最後に、3Dプリンターのメンテナンスに関係するトラブルについて、よくある質問に回答します。
ノズルが詰まった場合の対処法は?
ここではFLASHFORGEで取り扱っている3Dプリンターを例にして、ノズルが詰まったときの対処法をご紹介します。
ノズルが詰まっている主な原因は、ゴミが入っているか、またはフィラメントがエクストルーダーに引っかかっているかです。
ゴミが入っている場合は、ノズルの温度を250℃まで上げたあと、少し力を入れてフィラメントをエクストルーダーの中へ押し込みます。フィラメントで押し出せない場合は、詰まり除去用ピンツールを使用して押し出してみてください。これらの方法で解決しない場合は、ノズルを交換する必要があります。
エクストルーダーが原因の場合は、付属の六角レンチで詰まっている方のファン及びモーターを分解して、ブラシなどで樹脂を挟む歯車を掃除します。
フィラメントが上手く交換できない
フィラメントを交換する際は、始めにヘッドを加熱してから、既に刺さっているフィラメントをゆっくり引き抜きます。ヘッドの加熱は、機器で推奨されている温度や機能を用いて行うようにしてください。また、急いでフィラメントを引き抜こうとすると、ヘッドの中にフィラメントが残り、詰まってしまう場合があるので注意しましょう。
既存のフィラメントを抜き終えたら、新しいフィラメントを挿入します。溶けた樹脂がノズルから出てくるまで、フィラメントをゆっくりと吸入口およびホイールに挿入し、ローディング機構を動作させます。正しく挿入できていれば、ロード中にフィラメントがヘッド内に引き込まれる感覚があるかと思います。
フィラメントを挿入する際も、力を入れすぎると中でフィラメントが折れてしまう場合があるので注意してください。また、上手くフィラメントがローディングされない場合は、フィラメントの先端が溶解してしまい、ローディング機構に噛み込んでいない可能性があるので、カッターなどでフィラメントが通常の太さになる所でカットしてから、再度挿入してみてください。
樹脂がプラットフォームから剥がれる、または反りが発生する
熱溶解積層方式の3Dプリンターで作る造形物は、高温で樹脂を溶解してから冷却を行い、固形化するため、反りが発生する場合があります。また、造形物の反りでプラットフォームから剥がれてしまうこともあるでしょう。
上記の問題が発生する場合は、以下の方法を試してみてください。
- プラットフォームを加熱して、プラットフォームと造形物の間の接着力を高める。
- 3Dデータをスライスする際、モデルにラフトを追加する。
- 反りに強いフィラメントを使用する。
- プラットフォームに固形接着剤やビルドシートを使用し、接着力を高める。
FLASHFORGEの3Dプリンターに適した固形接着剤やビルドシートは、弊社のオンラインストアからお買い求め頂けますので、ぜひチェックしてみてください。
まとめ
3Dプリンターを長期で運用するには、定期的なメンテナンスが必要です。メンテナンスを行うことで、造形物の良好な仕上がりを維持できます。
もし、FLASHFORGEの3Dプリンターをメンテナンスした際に、どうしても不具合が直らない場合は、お問い合わせフォームよりご連絡ください。また、ノズルの交換部品や、プラットフォームへ貼り付けるビルドシートなどは、FLASHFORGEのオンラインストアからご購入いただけます。
まだ3Dプリンターを導入をしていない方も、ぜひ一度ショールームまでお越しいただき、ご検討いただければ幸いです。