-
3Dプリンター
- 公開日:2019.7.1
- 更新日:2022.10.24
工業用 3Dプリンター Creator3 水溶性サポート材PVA出力テスト

本日はFLASHFORGE 最新機種であるCreator3の出力テストとPVAサポート材のパラメータについて紹介致します。

Creator3のスペックチェックはこちら https://flashforge.jp/product/creator3/
ステップ1:PVAスライスパラメーター
まず工業モデルのサンプルSTLをCreator3専用スライサーFlashPrintにロードしてサポート材を取り付けます。
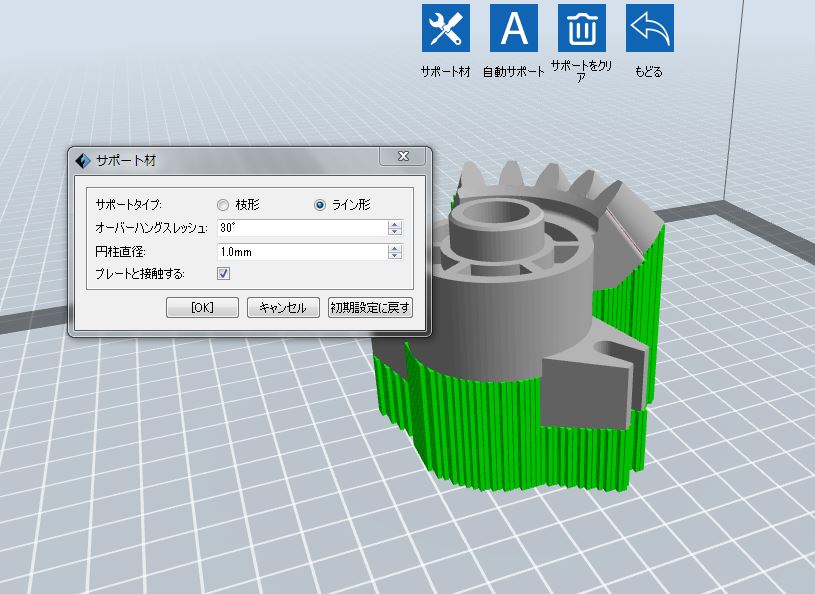
下記画像にあるサポート材パラメーターをご参考下さい。
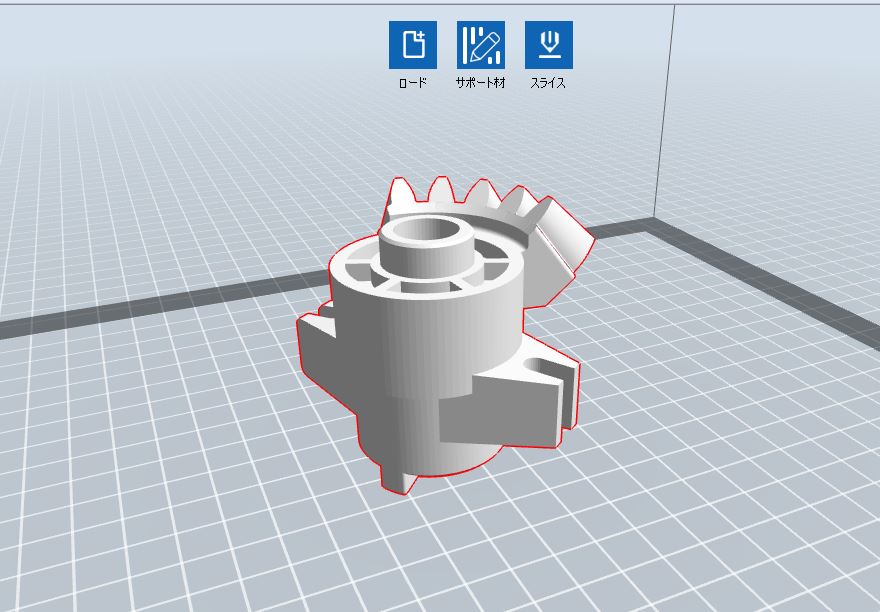
サポート材を取り付けてからはスライスを実行してGコードを書き出します。
(画像はFlashPrintのエキスパートモードです。)
ラフトをしっかりビルド側に定着させるに第一層目のレイヤー(線幅)を0.27mmに変更しました。
それから溶解性フィラメントを適合させるのところで適用をクリック!

ラフトを左ヘッドにしてモデルのスペースを0.00mmに変更します。
(左ヘッド側にPVAを装着する予定です。)
(モデルのスペースとはモデル本体とラフトの隙間のことです。)

サポート材を有効にして(はいにチェック!)
エクストルーダーを左ヘッドに変えます。(左ヘッドでサポート材をプリントするので、、)
それからサポートされる厚みを100パーセント!

最後に高度な設定で(First Layer Extrusion Ratioを125パーセント)に変えます。

(それら以外は基本デフォルトで問題ありません上記パラメーター修正が完了したらOKを押してスライス実行し、GコードをUSBフラッシュメモリに保存します。
スライスに関しては以上です。
ステップ2:Creator3 本体側のセッテイング
ノズルブラシとゴミ箱がずれないようにしっかり本体側にセットします。


PVAサポート材を左、PLAフィラメントを本体右側にセットします。


プラットフォームにノリ塗って、PVAの場合は必ず本体上部ふたを開けておきます。
ふたを閉まったままプリントすると熱がこもってPVAサポート材が押し出しギアに絡んでしまう恐れがあります。

上記準備ができたら先ほどスライスしたGコードでプリント実行します。

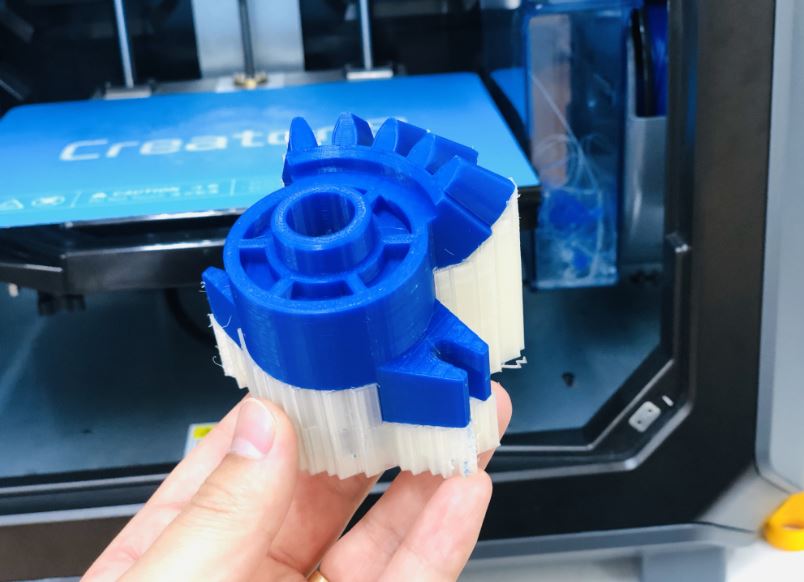
ステップ3:モデルの後処理
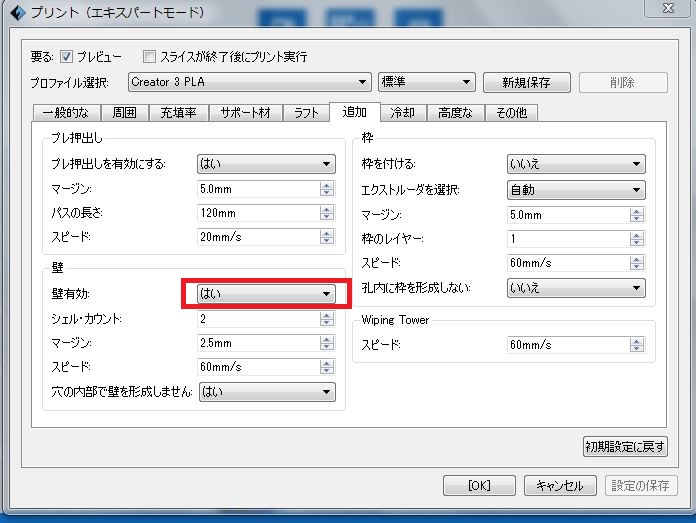
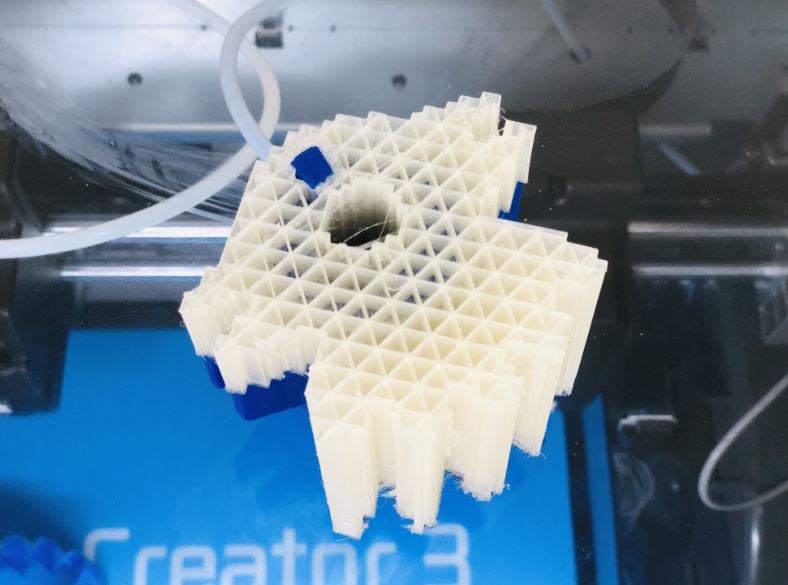
20時間後プリントが完了しました。(壁に囲まれてるのでモデル本体がみえません。)
壁:モデル本体を印刷する直前にノズルのプレ押出をするために用意されたオプションです。
(2色プリントと水溶性サポート材の場合は必ず壁オプションにチェックを入れましょう。)
プラットフォームを本体から取り外しました。

スクレーパーでモデルをベッドから剥がてみました。
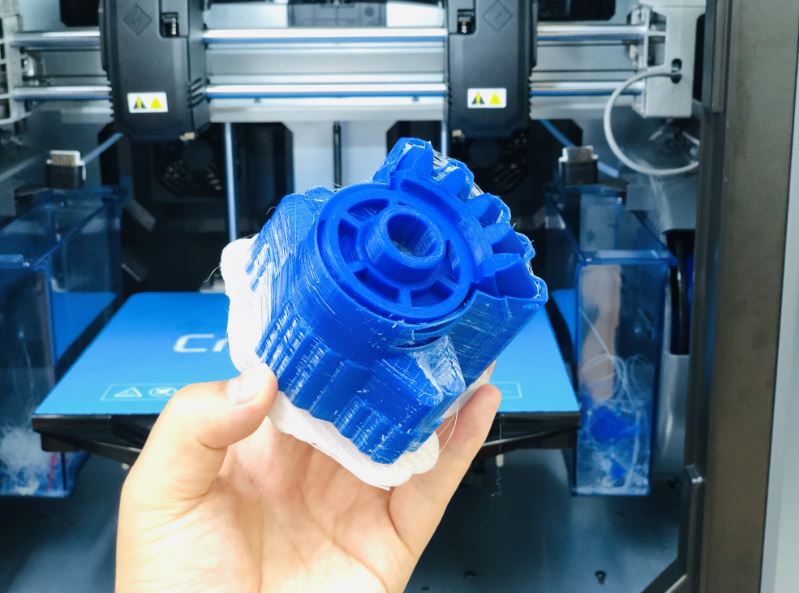
それからニッパーでラフトをモデル本体から剥がして壁を外しました。
手にとってみたらオブジエクト本体とサポート材がくっ付く面もかなり綺麗感じです。
(サポート材の色もモデル本体に混ざっていません~)
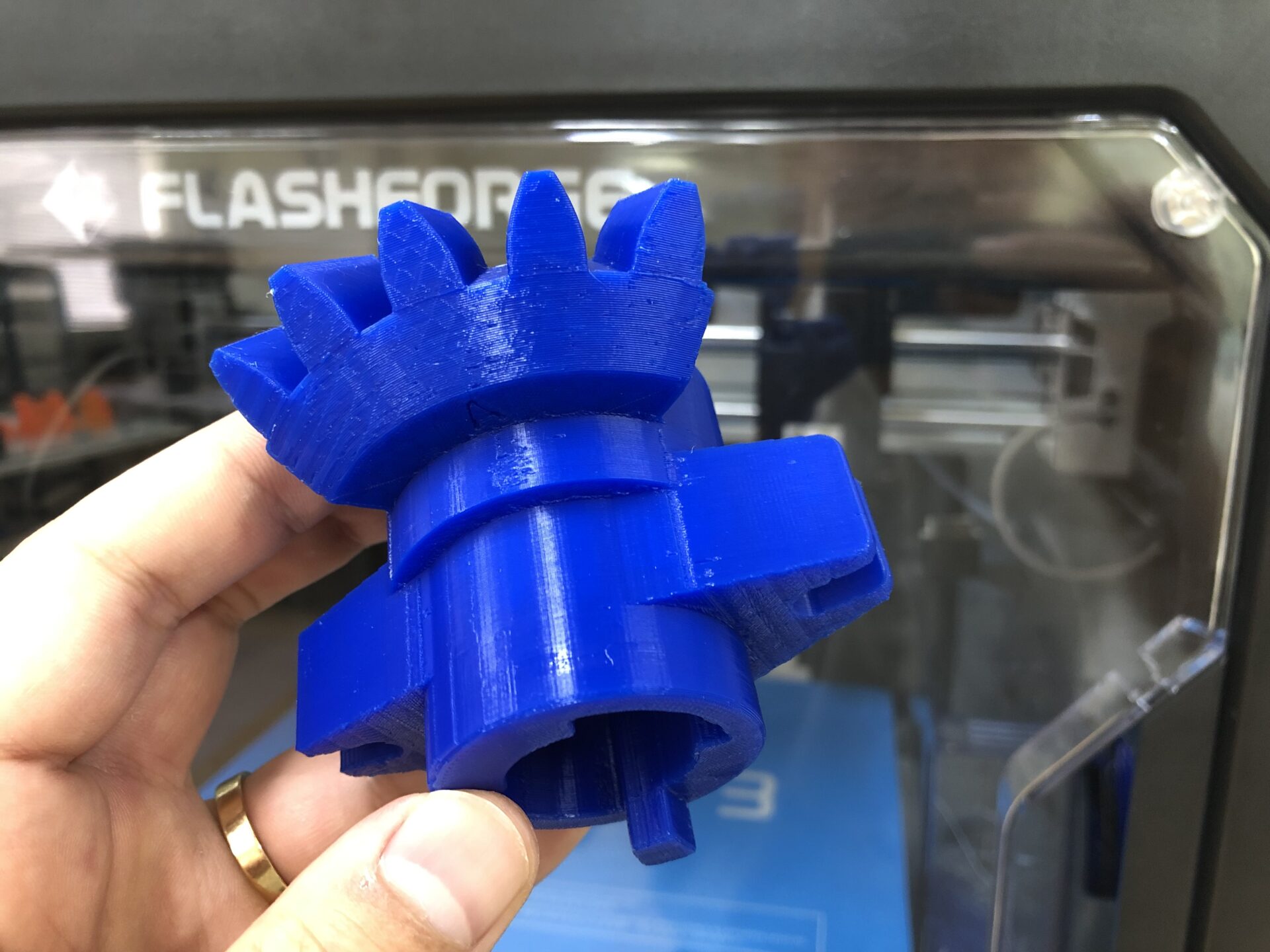
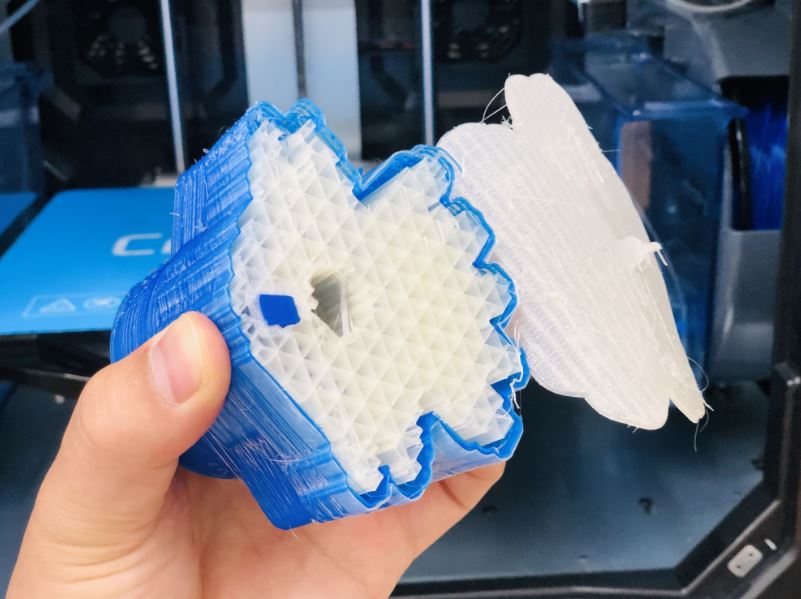
出力サンプルを角度変えて撮影してみました。
正面→左→右
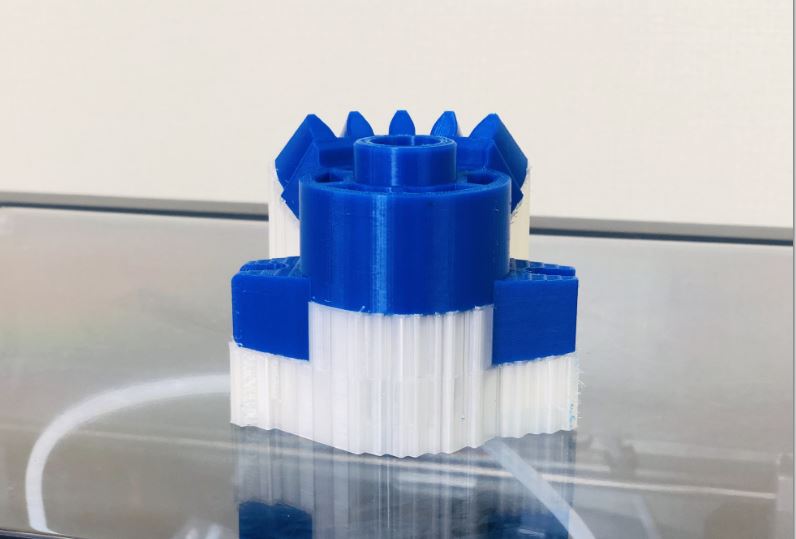

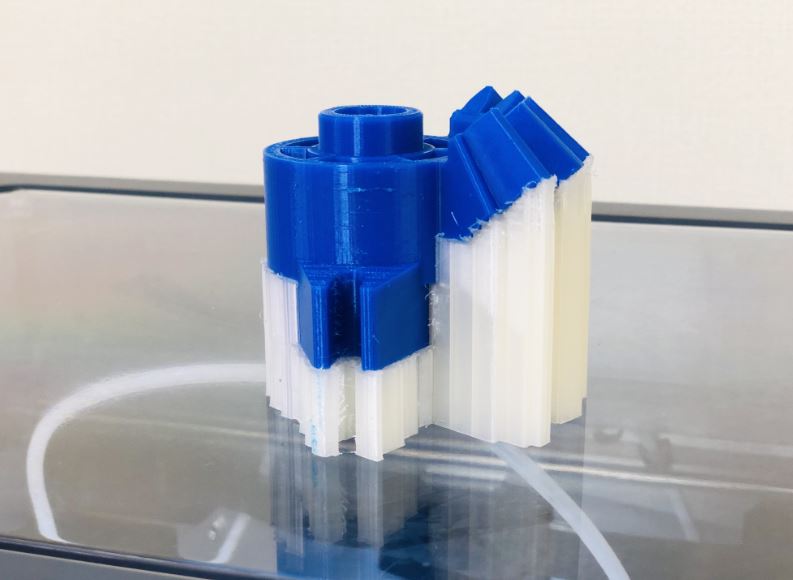
後→上→下から

ステップ4:水で溶かす
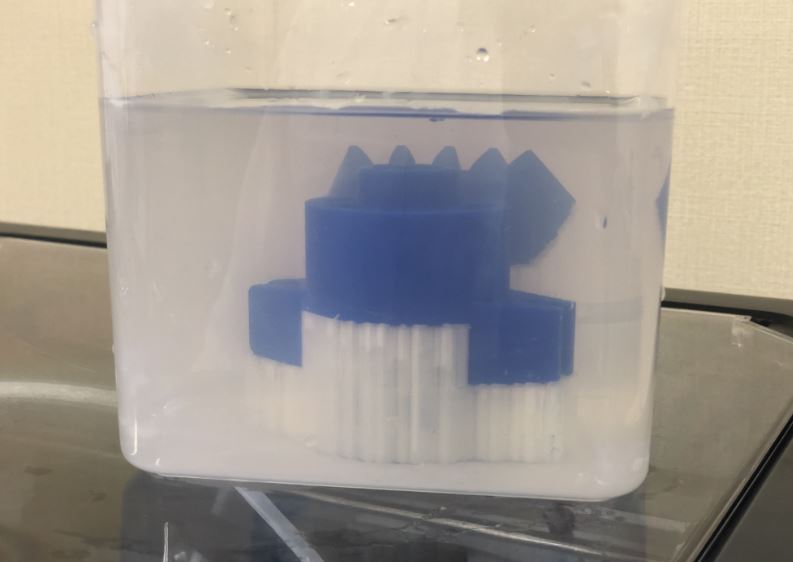
最後に50度のお湯に数時間つけておきます。(PVAサポート材は水溶性フィラメントだから水で解けます。)
超音波洗浄機があればもっと早く解けるはずです。
サポート材、もしくはモデルの形状によって溶解時間は異なりますのでご注意ください。
十数時間水につけておいてもなかなか解けない部分はブラシなどで取りましょう。
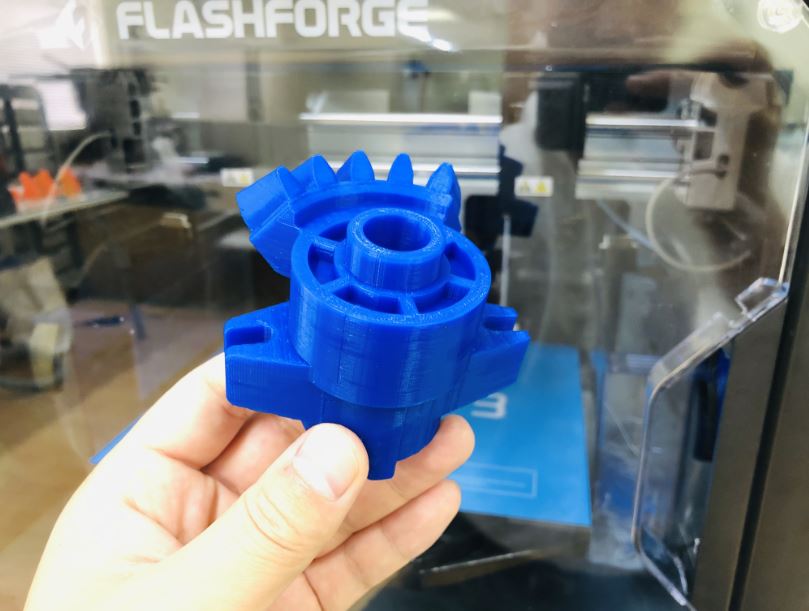
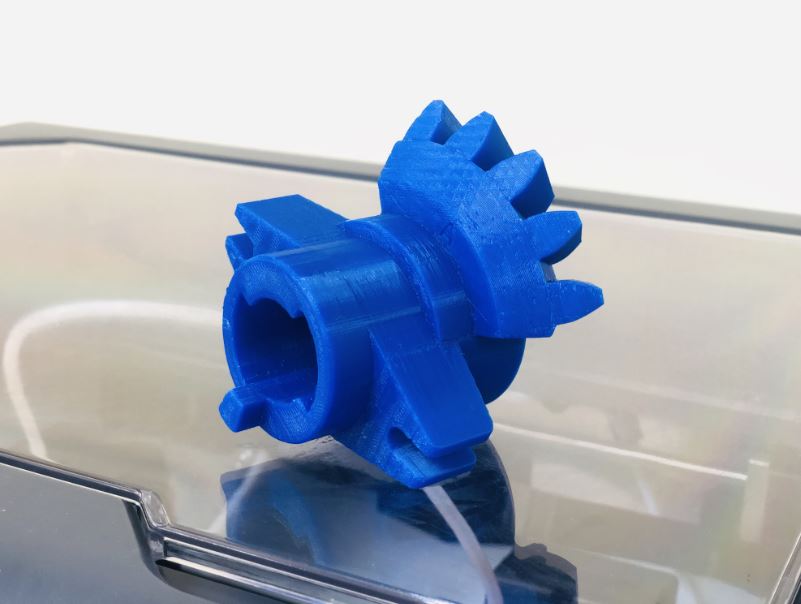
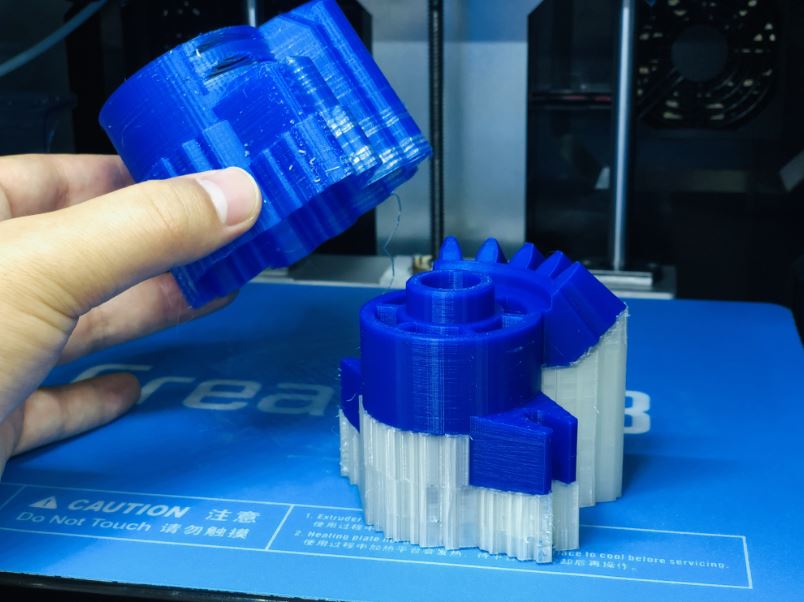
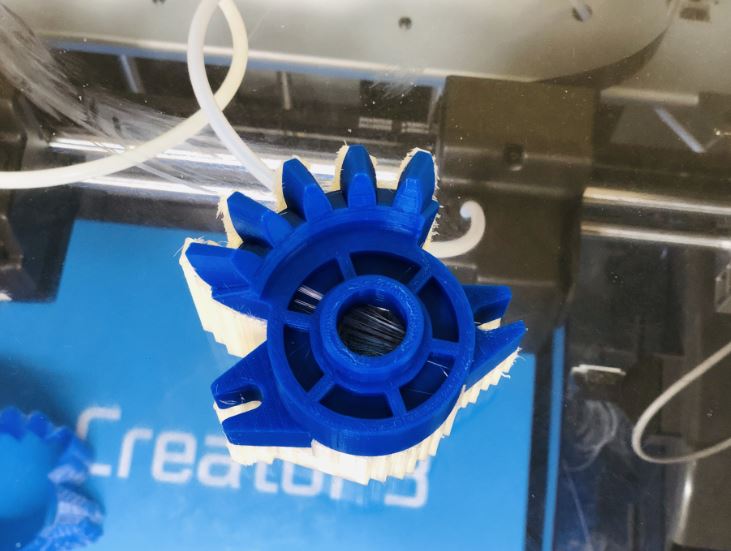
6時間後3Dプリンター Creator3によるPVAサポート材使用のオブジェクト完成しました。
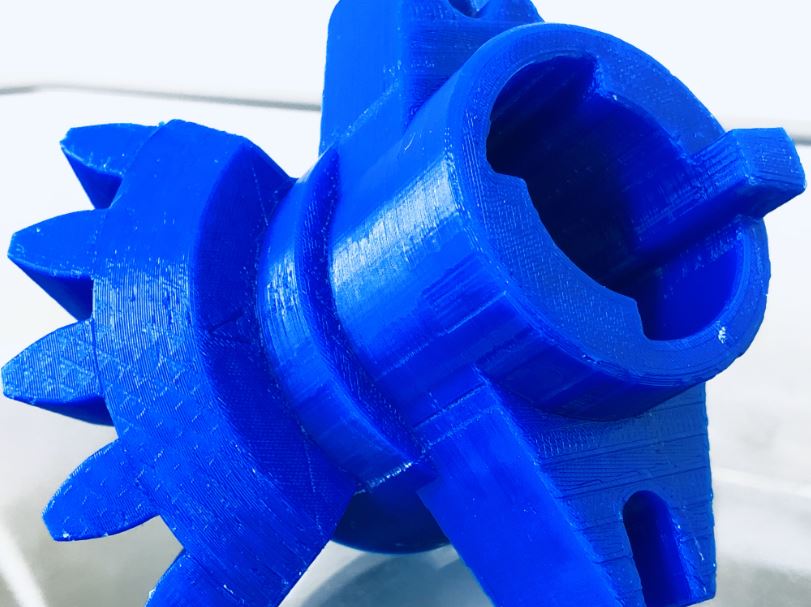
PVAサポート材で支えてたオーバーハングも割と綺麗にプリントできています。
(若干網状のサポート材の跡が残ってるけど全体的に良い仕上がりです!